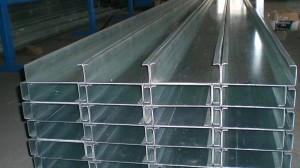
Сталёвы профіль H - гэта разнавіднасць эканамічнага профілю і высокаэфектыўнага профілю з больш аптымізаваным размеркаваннем плошчы папярочнага перасеку і больш разумным суадносінамі трываласці і вагі.Ён названы таму, што яго раздзел супадае з ангельскай літарай «Н».Паколькі розныя часткі Н-вобразнай сталі размешчаны пад прамым вуглом, Н-вобразная сталь мае такія перавагі, як моцны супраціў выгібу, простая канструкцыя, эканомія выдаткаў і малая вага канструкцыі ва ўсіх напрамках.
Сталь H у асноўным выкарыстоўваецца для элементаў бэлек і калон у прамысловых і грамадзянскіх збудаваннях, апорных апор для сталёвых канструкцый для прамысловых збудаванняў. Сталёвых паль і апорных канструкцый для падземных праектаў, кампанентаў сталёвых мастоў з вялікім пралётам для канструкцый прамысловага абсталявання, такіх як нафтахімія і электраэнергетыка.Рамныя канструкцыі караблёў, машынабудавання, цягнікоў, аўтамабіляў, трактароў і апорных бэлек цягачоў, партовых канвеерных стужак, высакахуткасных перагародак. Кранштэйн.
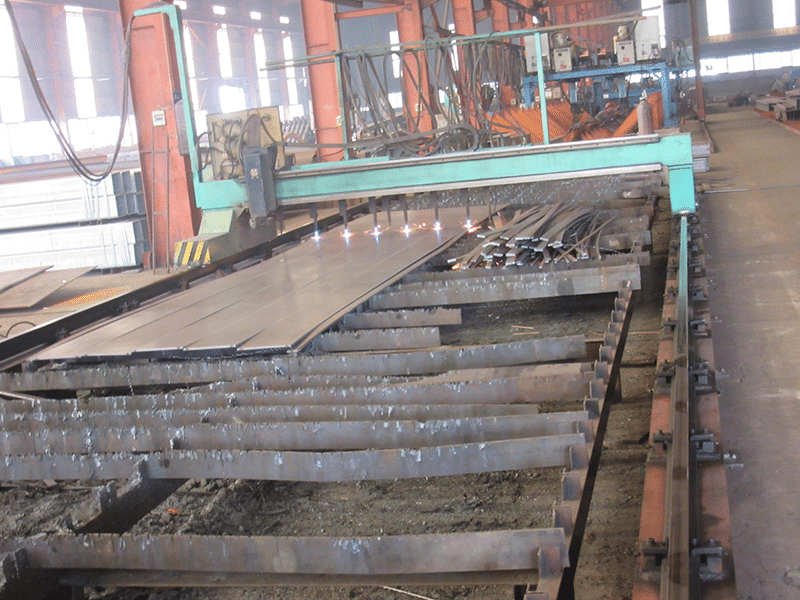
Крок 1 Нарыхтоўка
Праверка спецыфікацый, якасці і знешняга выгляду сыравіны, затым разразанне сталёвай пласціны на памеры, неабходныя машынай для рэзкі з лікавым кіраваннем.

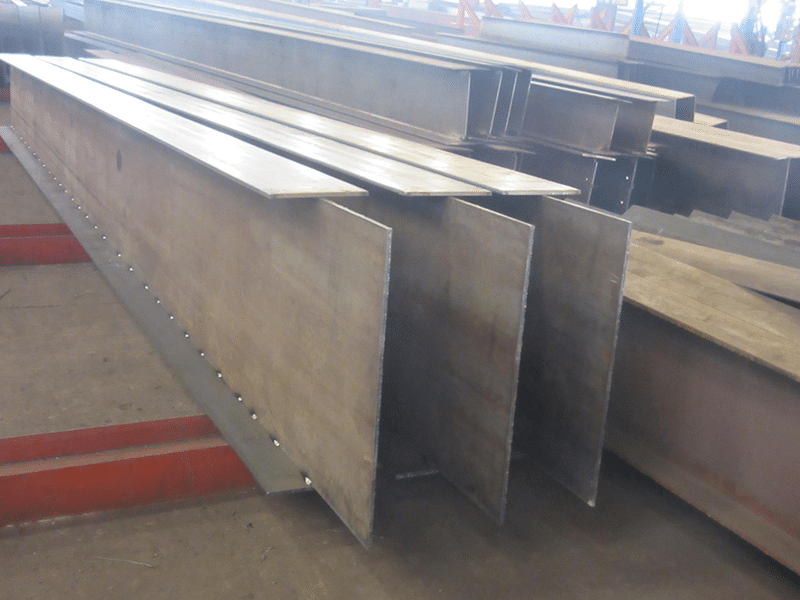
Крок 2 Фарміраванне
Мацаванне фланцавых пласцін і палатна. Зазор паміж фланцавым пласцінам і палатном не павінен перавышаць1,0 мм.
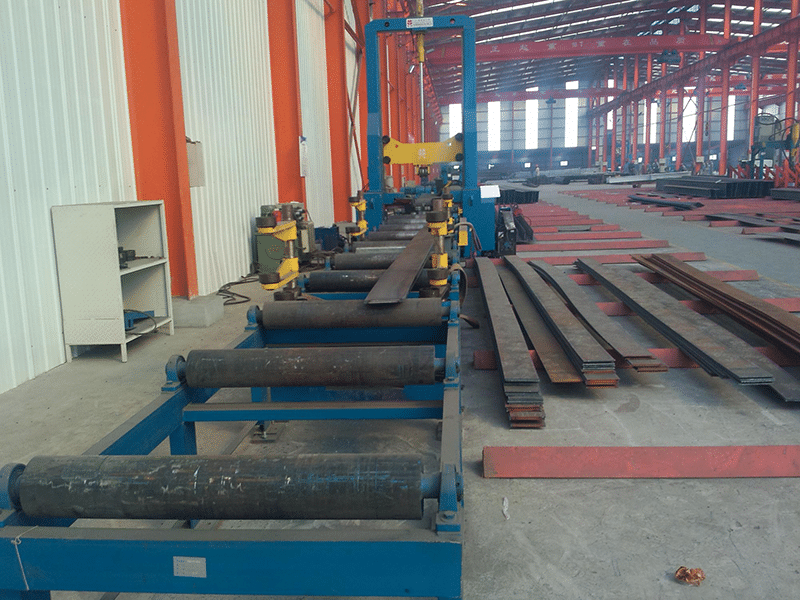
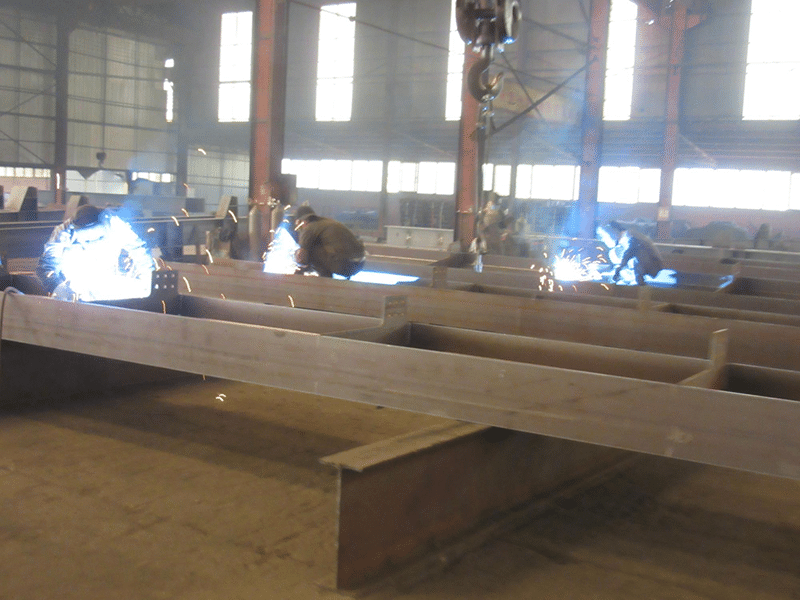
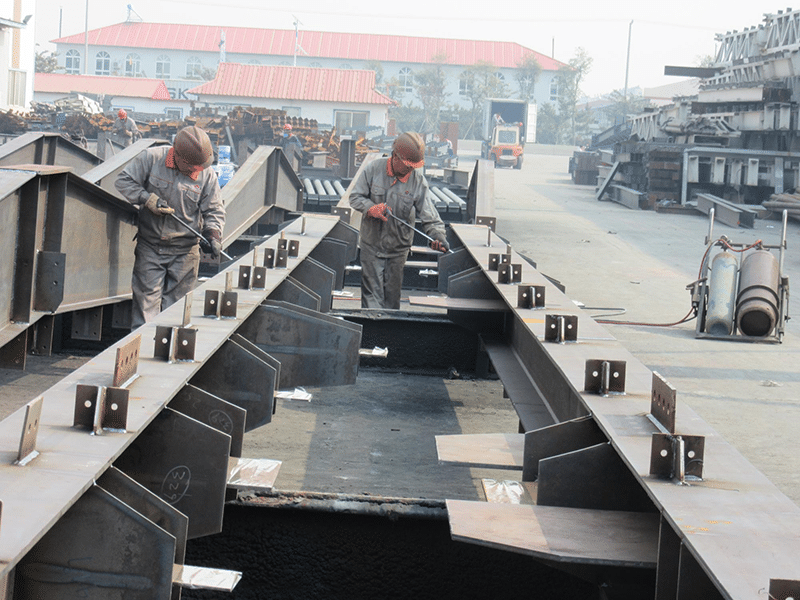
Крок 3. Дугавая зварка пад вадой
Зварка фланцавых пласцін і палатна.Паверхня зварачнага шва павінна быць гладкай без дзірак і дзындраў.
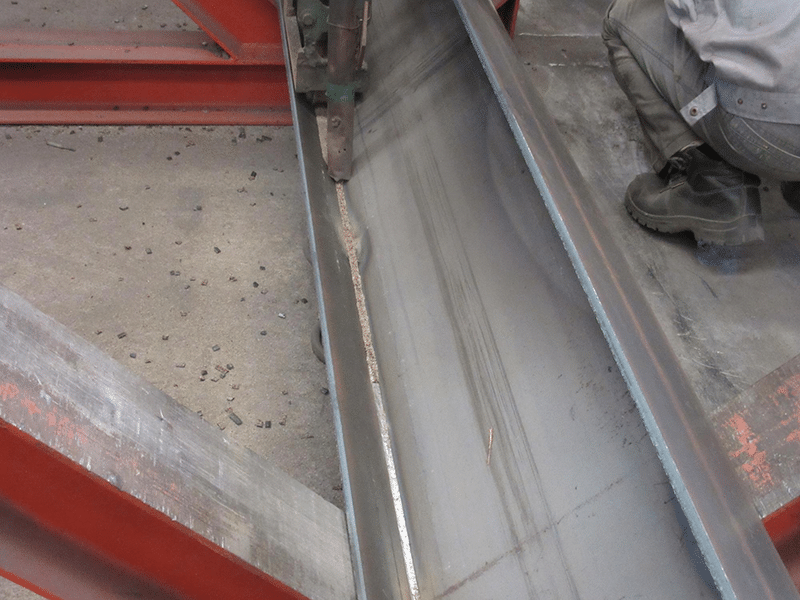
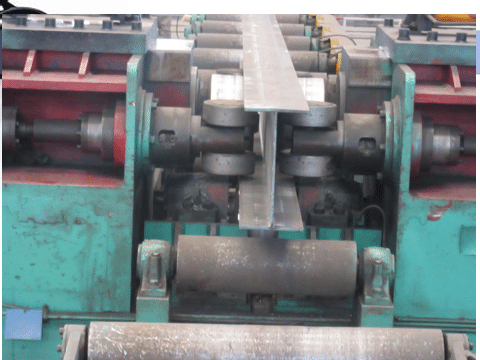
Крок 4 Выпраўленне
Пасля зваркі фланцавых пласцін і перакрыцця будзе большая дэфармацыя зваркі, а таксама адхіленне квадрата.Такім чынам, неабходна выправіць зварную Н-сталь выпрамнікам.
Крок 5 Свідраванне
Пасля свідравання задзірыны неабходна зачысціць, не пашкоджваючы асноўны метал.Калі адхіленне адлегласці паміж адтулінамі выходзіць за межы зададзенага дыяпазону, якасць электрода павінна быць такім жа, як і асноўны метал.Пасля гладкай паліроўкі прасвідруйце яшчэ раз.

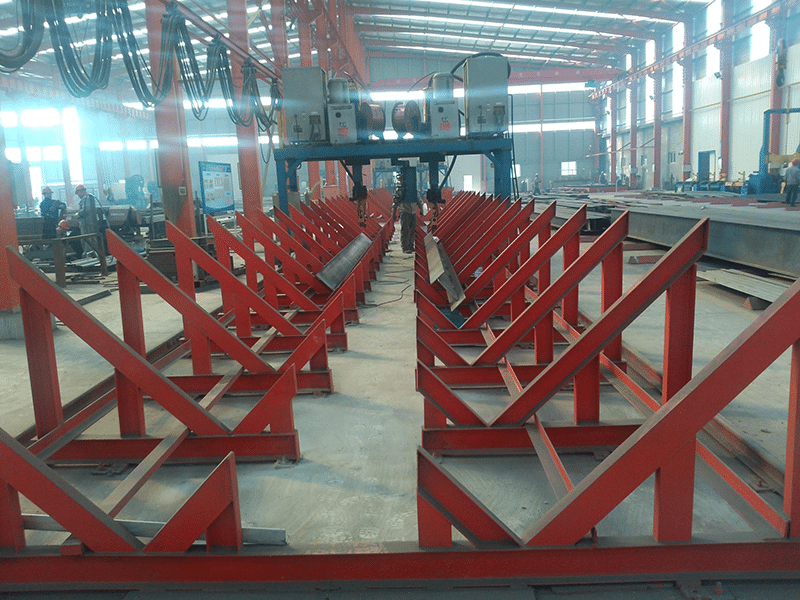
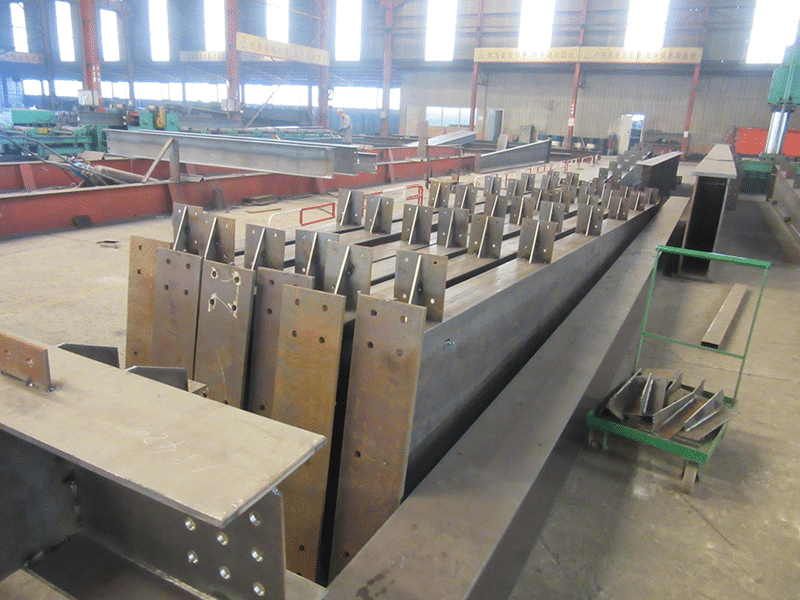
Крок 6 Зборка
Для зборкі строга выконвайце чарцяжы і ўлічвайце ўсаджванне перад зваркай у адпаведнасці з характарыстыкамі сталёвых кампанентаў.Затым працягнуць апрацоўку пасля пацверджання без памылак.
Крок 8 Дробеструйная апрацоўка
Пры дробеструйной апрацоўцы шурпатасць паверхні будзе атрымана, што можа павялічыць адгезію лакафарбавай плёнкі і палепшыць якасць паверхні фарбы і кансервантны эфект.






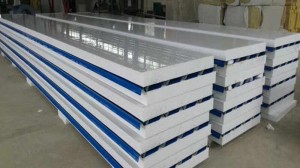
Дэталі ўпакоўкі
Паверхню кожнай сэндвіч-панэлі пакрываецца поліэтыленавай плёнкай.
Або як патрабуецца
Звычайна гэта 40-футавы кантэйнер HQ для дастаўкі. Калі ў вас ёсць асаблівыя патрабаванні, кантэйнеры 40GP і 20GP падыдуць.
Порт
Порт Ціндао, Кітай.
Або іншыя парты па меры неабходнасці.
Час дастаўкі
30-45 дзён пасля атрымання дэпазіту або акрэдытыву.Калі ласка, абмяркуйце з намі, каб вырашыць гэта.